
How is Produce Hot Dip Galvanized? Hot Dip Galvanized Kg Price
Varmdoppad galvaniserad, känd under förkortningen SDG, är gjord för att skydda stålet. Det är viktigt att material som ska användas inom sektorer som fordon och konstruktion inte rostar under lång tid. Dessa material är belagda för att motstå korrosion. Ytans utseende, beläggningstjocklek, mekaniska egenskaper och korrosionsbeteende förändras efter zinkbeläggning. På så sätt är materialet mycket bättre kvalitet.
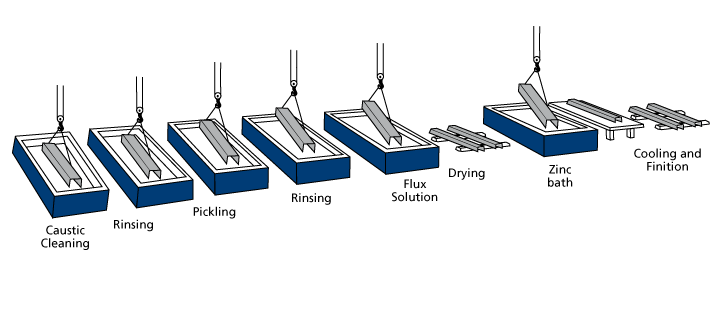
Det är nödvändigt att förbereda materialet innan varmförzinkning. Efter att processen är avslutad är materialet som godkänts av kvalitetskontrollen redo att skickas. Galvaniseringsprocessens steg är som följer:
Hot Dip Galvanized?
För att materialen ska beläggas på bästa sätt måste ytan vara ren. Om det finns oönskade rester på den blir det grovhet efter beläggning. Av denna anledning tillämpas ytrengöringsprocesser på materialet. Kemiska ämnen som olja och fett på materialets yta är svåra att surgöra. För att göra denna process mycket enklare läggs materialet i avfettningsbadet. Tack vare denna process, även kallad alkaliskt bad, förstörs smutsskiktet. Alkaliska salter som används vid avfettning säljs i pulver- eller kristallform. Det framställs genom att lösas i vatten enligt bruksanvisningen.
Ytrengöring med syra
Om det finns rost på materialet tas det inte bort genom avfettning. Oxidskiktet i metallen kommer att förhindra att järnet reagerar med zinken under galvaniseringen. Av denna anledning kastas den i ett syrabad för att få bort rost och oxidskikt. Saltsyra används vid ytrengöring med syra. Poolens syravärde mäts med vissa intervall för att säkerställa att den förblir i önskad hastighet. Järn nedsänkt i poolen kan interagera med syran. För att skydda järnet tillsätts en inhibitor, som är ett ämne som inte påverkar reaktionshastigheten, när det kommer in.
Materialet bör tas bort från poolen där det kastades i tid. Detta steg är kritiskt i galvaniserad beläggning. Om det blir kvar för mycket kan skavsår observeras på ytan. Eftersom rosthastigheten i varje material inte är densamma måste den fästas på olika hängare. Det bör kontrolleras kontinuerligt under hela appliceringen och de rostfria materialen ska tas bort från badet. Arbeta i rumstemperatur för att förhindra skadlig gas från syrabadet.
Skölj
Sköljningsprocessen görs för att avlägsna saltsyran som finns kvar på ytan av materialet. Materialet sänks ned i en vattenfylld pool och tas ut. Således är materialet förberett för nästa steg. Denna process tar extremt kort tid, men måste göras försiktigt.
Linbad
Den är nedsänkt i linbad för att förhindra att stålytan rostar innan galvanisering. Vid varmförzinkning önskas en snabb reaktion mellan järn och zink. Tack vare den snabba reaktionen erhålls en jämnare yta. Linprocessen kommer också att förstöra rester kvar i materialet efter tidigare processer. Pulver som fäster på materialytan i linbadet är fördelaktigt vid galvanisering. På så sätt reagerar stål och zink lättare.
Torkning
Efter linprocessen påbörjas torkningsfasen. Detta skede är viktigt för anställningstryggheten. Om materialet inte torkas kan det explodera när det sänks ned i poolen. Explosionen kommer att orsaka zinkförbrukning och miljöföroreningar. Under torkningsperioden förångas flussmedelslösningen i materialet. På så sätt blir ett tunt flussmedelsskikt kvar på ytan.
Galvaniserad
Material som klarar de förberedande processerna framgångsrikt och som är godkända av kvalitetskontrollanter för att vara lämpliga för galvanisering förs till beläggningsområdet. Här doppas det i zinkpoolen under en viss tid och täcks över. Hur länge materialet stannar i poolen kommer att beräknas beroende på dess vikt och väggtjocklek.
För att beläggningen ska kunna ske måste materialtemperaturen ligga kvar i poolen tills den når badtemperatur. Under beläggningen av materialet finns ett tunt oxidskikt och kemikalier från tidigare processer på poolytan. Rester på ytan bör avlägsnas innan materialet tas ut. Sålunda minskar inte kvaliteten på den erhållna beläggningen.
Kylning-vattning
Efter att galvaniseringsprocessen är avslutad börjar materialet svalna snabbt efter att ha tagits ur badet upp till 400 grader. Minskningen i temperatur gör att zinkskyddet på dess yta tjocknar. Den kan kylas i vatten, luft eller olja. Om kylning ska ske i luft bör miljön vara fri från damm. Annars kommer den här applikationen inte att fungera bra. Kylning i vatten ger mycket snabb kylning. I detta fall uppstår grovhet på ytan. Önskas en mycket slät yta bör vattenkylning inte göras. Partiell vattenkylning kan dock tillämpas genom att delen kyls med både vatten och luft. I detta fall kommer de inre och yttre ytorna av pjäsen att ha ett glänsande utseende.
Syftet med härdning är att säkerställa bättre vidhäftning av beläggningen till materialet. Beläggningen blir jämnare om man tillsätter lite tvål och olja i vattnet. Frätande salter kan komma från flussskiktet till vattnet som används, så det bör bytas ut ofta.
Varmförzinkad Kg Pris
Varmförzinkad kg pris bestäms beroende på typ av material och de processer som ska tillämpas. Det kan finnas fluktuationer i priserna beroende på rörelserna i växelkursen och marknadens efterfrågan. Du kan få priset per kilo efter tjockleken på ditt material. Om du vill täcka en hög andel material är kilopriset mer lämpligt. Du kan kontakta oss för information om priset.
