Jak vyrobit pozinkovaný plech
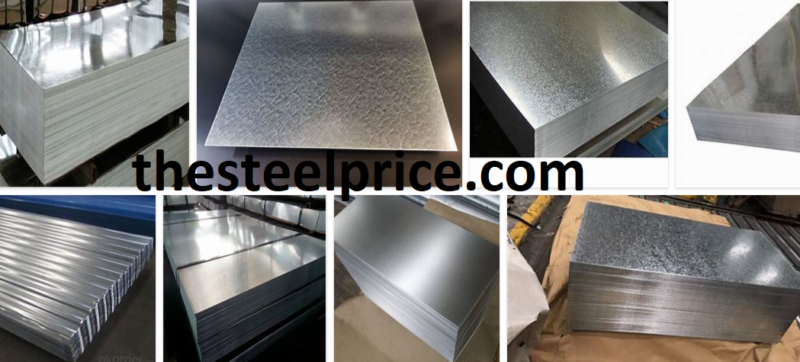
Pozinkovaný plech je produkt získaný nanášením kovového zinku na plochý ocelový materiál. V mnoha oblastech je preferován díky své odolnosti proti korozi. Zvláště důležité je, aby materiály byly používány venku. Potažený materiál poskytuje roky používání bez koroze. Po procesu lakování se kvalita zinkového povlaku zvyšuje chromátováním nebo olejováním.
Pozinkovaný plech má kvalitu povrchu C, které se říká nejlepší kvalita. Tímto způsobem se používá v povrchových aplikacích. Má světlý vzhled. Je snadné jej tvarovat při hloubkovém nebo ohýbacím procesu. Další výhodou nátěru je, že jej lze natírat. Pokud je na povrchu olej nebo podobné procesy, je nutné jej před nátěrem očistit. Tímto způsobem bude v dokonalé harmonii s barvou.
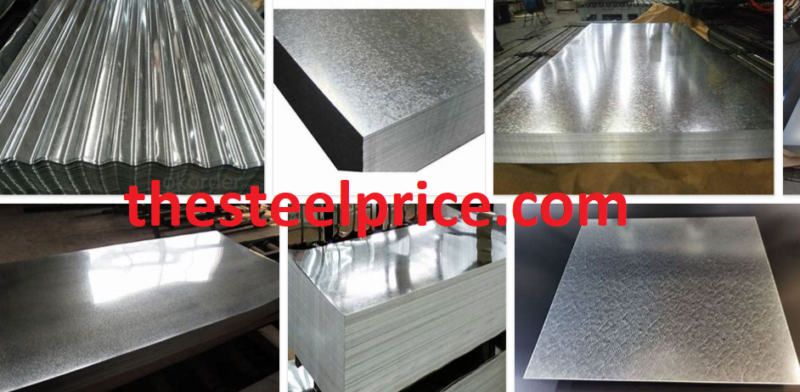
Materiály pro použití v automobilovém průmyslu jsou podrobeny zkouškám solí. Materiály, které projdou testem, jsou připraveny k použití ve výrobě. Pozinkované materiály projdou tímto testem bez problémů a lze je instalovat do různých částí vozidla. Pozinkovaný plech se také používá ve stavebnictví. Poskytuje úspěšné výsledky v aplikacích, jako je střecha, dveře, profil. V sektoru bílé techniky jsou pro vnitřní části zařízení preferovány pozinkované materiály. V poslední době se používá na venkovní povrchy.
Výroba pozinkovaného plechu metodou horkého ponoru
Metoda horkého ponoru je nejrozšířenější metodou výroby pozinkovaného plechu v průmyslu. Zinek je kov, který taje při teplotě 419,5oC. Těkavost se získá přechodem na vyšší teploty, jako je 450-460oC. Tímto způsobem je zajištěno, že bude potažen metodou horkého železa z pevného železa. Úspěch metody je dán silnou adhezí železa a zinku. U nás tento proces dělají automatické a poloautomatické stroje. Vzhledem k tomu, že dochází ke změnám v procesech, jako je teplota lázně, doba máčení, chlazení, budou existovat rozdíly ve vzhledu povlaku.
Výroba pozinkovaného plechu metodou Electro Dipping Method
Další metodou používanou při výrobě pozinkovaného plechu je metoda elektrogalvanického pokovování. Anodové a katodové elektrody jsou ponořeny do kotle naplněného elektrolytem. Zinek je připojen k anodě a železný materiál katodě. Elektrony z anody ulpívají na povrchu katody. V poslední fázi se provádí pasivace a proces potahování je dokončen.